L’objet de ce billet est de s’intéresser aux configurations et paramétrages d’une impression sur une imprimante 3D FDM (filament) avec pour objectif d’obtenir le meilleur résultat possible pour des objets de type petites figurines. Les deux aspects critiques de ce type d’impression sont la qualité et la précision d’un côté, et surtout la gestion des supports de l’autre. Attention, avec un tel cahier des charges, le temps d’impression sera nécessairement long. Pour écrire ce billet, je me base sur mon expérience avec une imprimante Bambulab A1 en utilisant le slicer Bambu Studio.
Configuration de base

Pour maximiser la qualité et la précision d’impression, il faut partir sur la buse la plus précise de l’imprimante, ici la buse en 0.2 plutôt que la buse en 0.4 par défaut. Attention, le choix de la buse conditionne la plupart des paramètres d’impression qui sont donnés dans le suite de ce billet.
Le filament joue également un rôle important. Si la qualité d’impression est l’objectif principal, il faut opter pour du PLA bien entendu. Privilégier du PLA simple de qualité, parfois appelé PLA+, éviter les PLA composites comme le silk par exemple. Il semblerait que les meilleurs choix soient dans l’ordre le SUNLU PLA Meta, le HATCHBOX PLA et enfin le eSUN PLA+. Je n’ai pas testé ces filaments et j’utilise actuellement du Bambu Lab PLA Basic. Ne pas oublier que le principal est que le filament soit bien sec. Le mieux étant d’imprimer depuis une boîte de séchage de bobine.
Le choix de l’orientation de l’objet à imprimer est un paramètre très important. Le bon positionnement de l’objet dépend grandement de la forme de ce dernier. La position naturelle (debout) n’est pas nécessairement la meilleure. Généralement une inclinaison sur l’arrière d’une figurine permet de supprimer les support sur la face avant et donc d’améliorer la qualité de cette face tout en facilitant le retrait des supports sur un seul côté.
Filament settings (Réglage du filament)
Il faut stopper la ventilation pour une meilleur adhérence des premières couches. Il faut ensuite la renforcer pour un meilleur résultat sur les couches suivantes. Augmenter la température (228°C plutôt que 220°C) peut également améliorer la qualité d’impression et l’adhérence intercouche.
- Cooling (Refroidissement)
- No cooling for the first (Pas de refroidissement pour) : 5 layers
- Min fan speed threshold (Seuil mini du ventilateur) : 90% / 80s
- Max fan speed threshold (Seuil de vitesse max du ventilateur) : 100% / 6s
Voici le fichier JSON de paramétrage du filament pour du Bambu Lab PLA Basic :
Bambu PLA Basic – Miniature – JosDBlog@BBL A1 0.2 nozzle
Onglet Quality (Qualité)
Le déplacement minimum sur l’axe Z d’une Bambu Lab A1 est vraisemblablement de 0.04mm (je n’ai pas pu vérifier cette information). Donc, mieux vaut utiliser des multiples de cette mesure pour les couches et les espacements verticaux. Cela expliquerait probablement pourquoi une hauteur de couche de 0.08mm donne de meilleurs résultats qu’une auteur de couche de 0.06mm.
- Layer height (Hauteur de couche)
- Layer height (Hauteur de couche) : 0.08mm
C’est la valeur optimale, opter pour une hauteur encore plus faible n’améliore pas les résultats avec une buse en 0.2mm. - Initial layer height (Hauteur de première couche) : 0.12mm
L’adhésion et la qualité de la première couche conditionne tout le reste de l’impression. Choisir une première couche trop faible augmente les risques d’échec de l’impression.
- Layer height (Hauteur de couche) : 0.08mm
- Line width (Largeur d’extrusion)
- Initial layer (Première couche) : 0.25mm
- Default (Défaut) / Outer wall (Mur extérieur) / Inner wall (Mur intérieur) / Top surface (Surface supérieure) : 0.2mm
Mieux vaut ne pas descendre en dessous du diamètre de la buse. - Sparse infill (Remplissage) / Internal solid infill (Remplissage solide interne) / Support (Support) : 0.22mm
- Precision (Précision)
- Elephant foot compensation (Compensation de l’effet patte d’éléphant) : 0mm
- Wall generator (Générateur de mur)
- Wall generator (Générateur de mur) : Classic (Classique)
Le mode Arachné est supposé donner de meilleurs résultats, mais ce n’est pas le cas.
- Wall generator (Générateur de mur) : Classic (Classique)
- Advanced (Avancé)
- Print infill first (Remplissage en premier) : coché
Imprimer la paroi extérieure en dernier augmente la précision de cette dernière en diminuant ses risques de déformation.
- Print infill first (Remplissage en premier) : coché
Onglet Strenght (résistance)
On peut laisser les paramètres inchangés dans cet onglet. J’ai simplement opté pour un remplissage (Sparse infill pattern) de type Gyroid avec un remplissage (Sparce Infill density) de 10%. Une alternative intéressante à ce niveau est de choisir un ramplissage de type Cross Hatch de 10% pour gagner en temps de tranchage et d’impression mais également réduire les secousses lors de l’impression (cf. Motifs de remplissage (Infill patterns)).
Onglet Speed (Vitesse)
En impression 3D, la vitesse est souvent l’ennemi de la qualité !
- Initial layer speed (Vitesse première couche)
- Initial layer (Première couche) : 16mm/s
- Initial layer infill (Remplissage première couche) : 28mm/s
- Other layers speed (Autres couches)
- Outer wall (Mur extérieur) : 40mm/s
- Inner wall (Mur intérieur) : 50mm/s
- Sparse infill (Remplissage) : 45mm/s
- Internal solid infill (Remplissage solide interne) : 60mm/s
- Top surface (Surface supérieure) : 50mm/s
- Bridge (Pont) : 30mm/s
- Gap infill (Remplissage d’espace) : 30mm/s
- Travel speed (Vitesse de déplacement)
- Travel (Déplacement) : 500mm/s
- Acceleration (Accélération)
- Normal printing (Impression normale) : 3000mm/s
- Initial layer (Première couche) : 500mm/s
- Outer wall (Mur extérieur) : 2000mm/s
- Inner wall (Mur intérieur) : 2000mm/s
Onglet Support (Supports)
Bien qu’une modélisation pensée en amont pour une impression FDM permet de minimiser voir de s’affranchir des supports, ces derniers sont indispensables pour pouvoir imprimer la plupart des miniatures disponibles. Une miniature composée de nombreux porte-à-faux et surplombs sera généralement noyée dans les supports. Un choix et un paramétrage judicieux des supports est primordiale pour pouvoir les retirer plus facilement, sans détruire ou abîmer l’objet imprimé. L’outil de prédilection pour cette dernière étape est une petite pince coupante.
Il n’y a pas de paramétrage universel pour les supports. Le meilleur paramétrage est fonction de l’objet imprimé. Il faut trouver un juste équilibre concernant la solidité et la quantité de supports. Plus les supports sont robustes et nombreux, mieux la pièce est supportée, et plus il est difficile de les retirer. Plus les supports sont fins et rares, plus il est facile de les retirer, mais plus le risque d’échec de l’impression est important, par manque de support, ou par casse d’un support trop fragile.
- Support (Supports)
- Enable support (Activer les supports) : coché
- Type (Type) : Tree(auto) (Arborescents (auto))
C’est le meilleur choix de support pour les miniatures. - Style (Style) : Tree Organic
Tree Strong va générer un support robuste, bien ancré avec des branches épaisses qui utilise plus de matériau et peut être plus difficile à retirer. Tree Slim est une version affinée qui utilise moins de matériau et facilite le retrait au détriment de la stabilité pendant l’impression. Ce choix est judicieux si le support est relativement simple. Tree Organic est une forme optimisée des supports arborescents avec des branches plus fluides et adaptatives. C’est un bon compromis pour des pièces complexes nécessitant un bon support, mais avec un retrait facilité.
De gauche à droite voici un support Tree Strong, Slim, Hybrid et Organic :

- Threshold angle (Angle de seuil) : 25°
Choisir une valeur entre 10° et 30°. Au plus il est faible, au moins il y a de support. 30° constitue une valeur assez conservative au dessus de laquelle il est rarement nécessaire d’aller.
Support généré avec un Threshold angle respectivement de 10°, 25° et 45° :



- On build plate only (Sur plateau uniquement) : coché
Pour que les supports partent uniquement du plateau et jamais de l’objet imprimé. - Support critical regions only (Ne supporter que les régions critiques) : décoché
Peut être coché pour des objets réguliers, mais c’est risqué sur des figurines. - Remove small overhangs (Éliminer les petits surplombs) : coché
- Advanced (Avancé)
- Support wall loops : 0
0 signifie automatique. La quantité de support généré avec 0 est très légèrement supérieure à celle générée avec 1. On peut forcer à 2 pour obtenir des branches plus solides dans le cas de supports assez hauts (supérieur à 40mm par exemple). - Top Z distance (Distance Z supérieure) : 0.16mm
Espace entre le sommet du support et la partie supportée. C’est un paramètre très important pour que le support se détache facilement de l’objet. Au plus il est grand, au plus le support se détache facilement. Ne pas dépasser 2 fois la hauteur de couche (Layer height) et privilégier un multiple de 0.04mm. - Base pattern (Motif de base) : Hollow (Creux)
C’est le choix par défaut pour les supports arborescents. - Support/object xy distance (Distance support/objet xy) :0.35mm
Espacement entre les supports et la pièce. - Max bridge lenght (Longueur max des ponts) : 8mm
- Independent support layer height (Hauteur de la couche de support indépendante) : décoché
- Support wall loops : 0
- Tree support
Il est préférable de faire évoluer (diminuer ou augmenter) les paramètres Branch diameter et Branch diameter angle de concert de manière à générer des supports plus cohérents.- Branch diameter : 1.3mm
Choisir une valeur comprise entre 1.2 et 2. Au plus la valeur est petite, au plus le diamètre des branches est petit, et le support fin, fragile et facile à retirer.
Support généré avec un Branch diameter respectivement de 1, 1.3 et 2.5 :


- Branch angle : 45°
- Branch diameter angle : 3.2°
Choisir une valeur comprise entre 2.8 et 5. Une petite valeur permet d’obtenir des branches plus fines, ce qui facilite leur retrait. Une grande valeur produit des supports plus stables avec une base plus large qui s’amincie plus en prenant de la hauteur.
Support généré avec un Branch diameter angle de 0.5, 3.2, 6.0 et 15 :



- Branch diameter : 1.3mm

Onglet Others (Autre)
Il faut configurer l’adhérence au lit pour un bon maintien de l’impression, et notamment des supports.
- Bed adhesion (Adhérence au lit)
- Brim type (Type de bordure) : Outer brim only (Bordure extérieur uniquement)
- Brim width (Largeur de la bordure) : 4mm
- Brim-object gap (Écart bord-objet) : 0.24mm
Choisir une valeur comprise entre 0 et 0,28. Au plus la valeur est grande, au plus le lit se détache facilement.
Imposer ou interdire manuellement des supports
Exemples de fichiers JSON de paramétrage
Lilith : Supports hauts et isolés
Le Buste de Lilith original fait 120mm de hauteur (sans son pied). Je l’ai réduit de 50% pour l’imprimer en 60mm de hauteur.
Le profil de paramètres que j’ai affiné pour imprimer ce buste permet d’imprimer des supports relativement hauts (plus de 45mm) et vise à minimiser leur nombre (Threshold angle=20 pour V01 et =14 pour V02).
De part leur hauteur et le fait qu’ils ne peuvent pas forcément s’appuyer sur leurs voisins, ces supports doivent être solides (Support wall loop = 2 ; Branch diameter = 1.5° et Branch diameter angle = 3.9°).
Voici ce profil :
- 0.08mm – Miniature60mm V01 – JosDBlog@BBL A1 0.2 nozzle.json
- 0.08mm – Miniature60mm V02 – JosDBlog@BBL A1 0.2 nozzle.json (très peu de changement par rapport à V01, essentiellement Threshold angle)
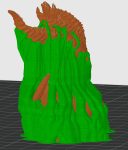
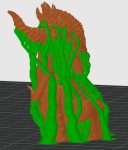
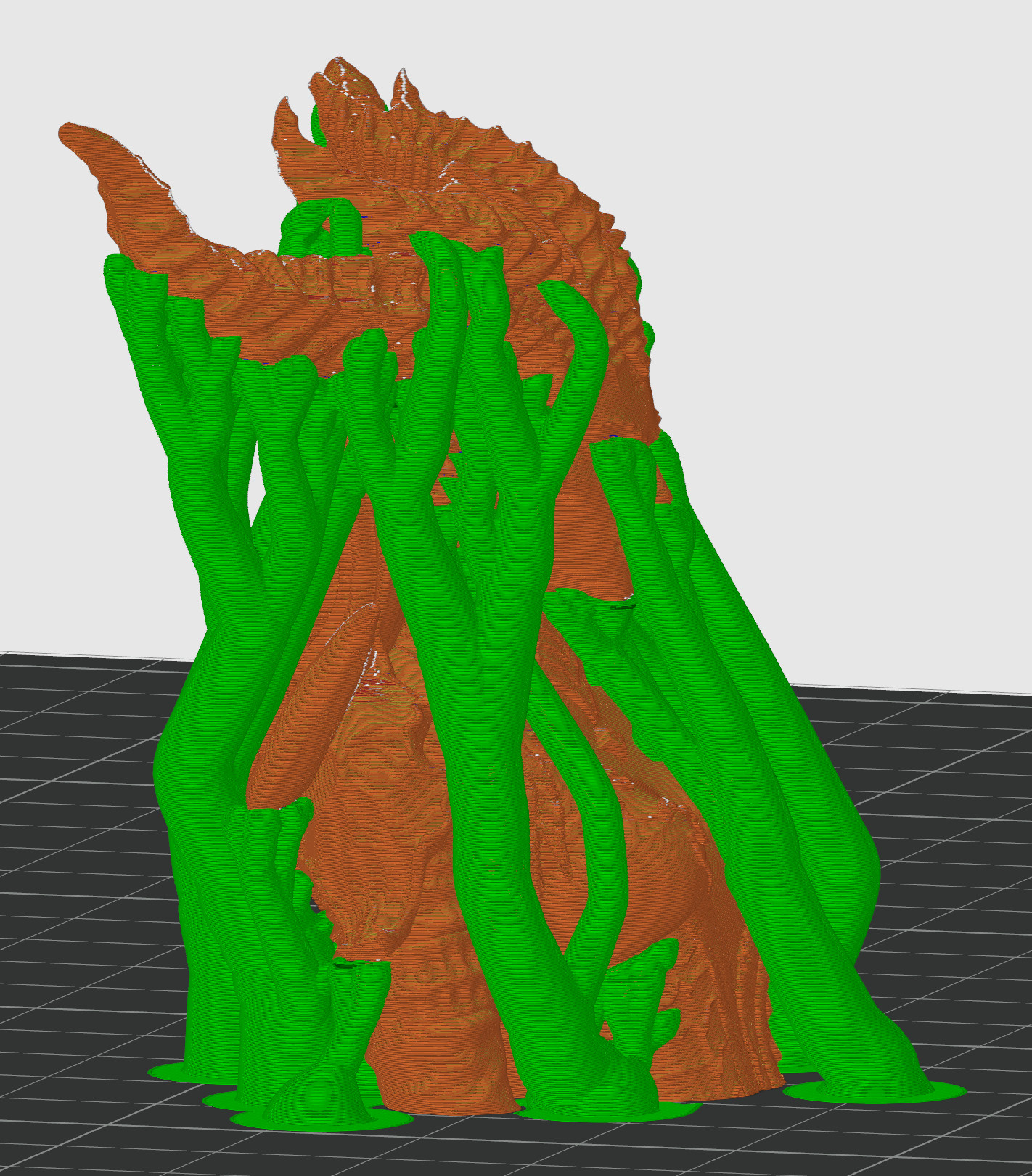
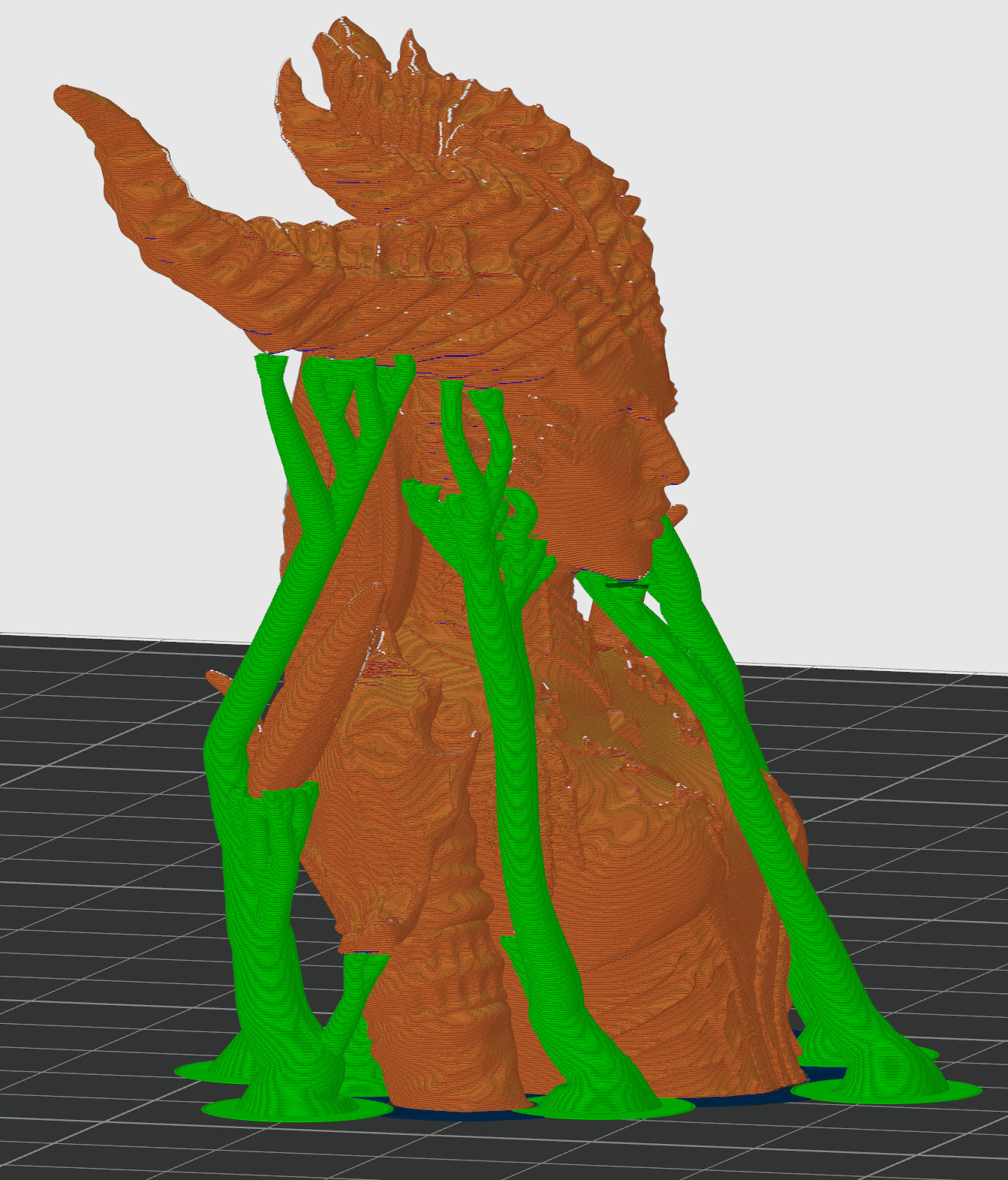
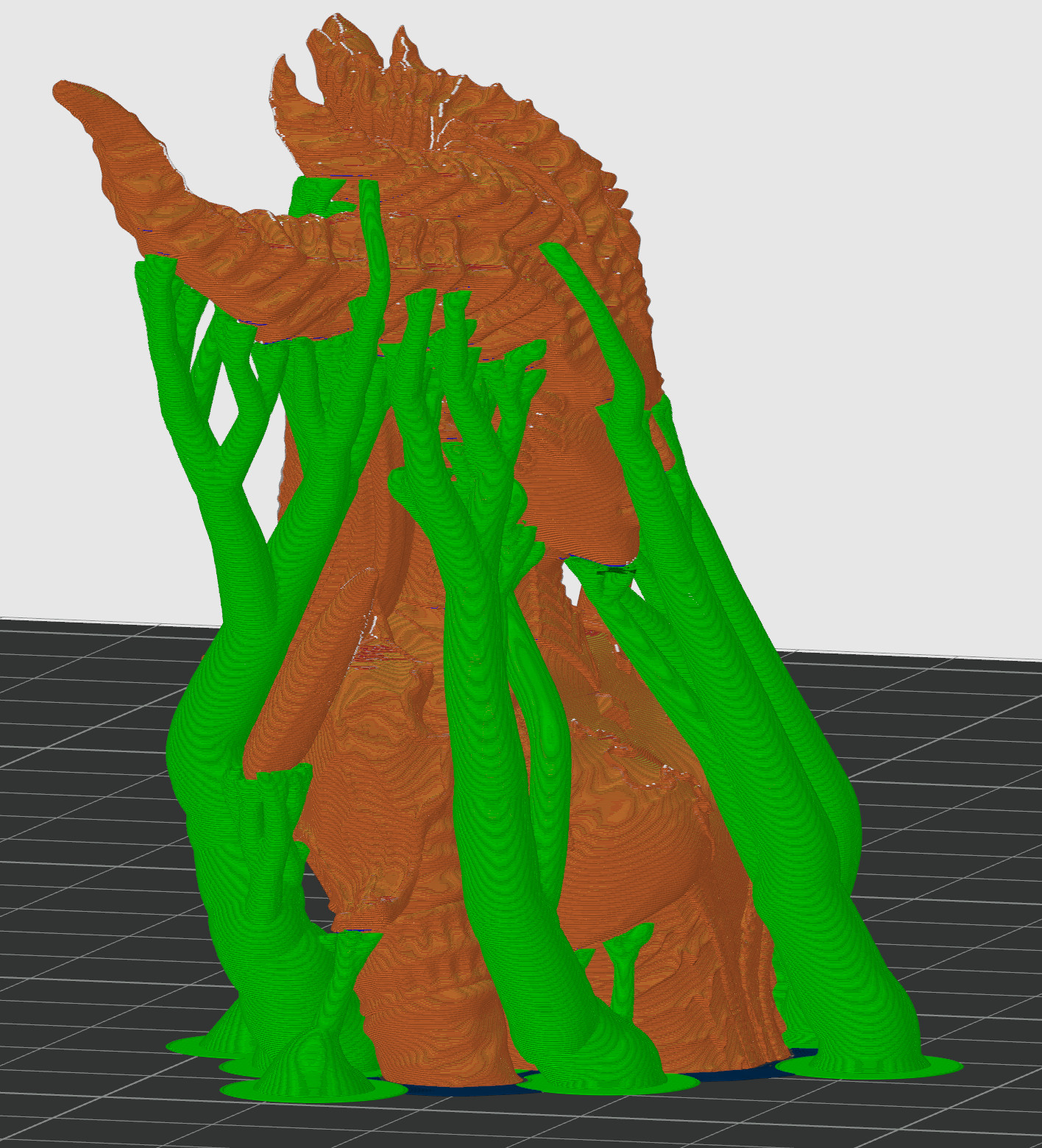
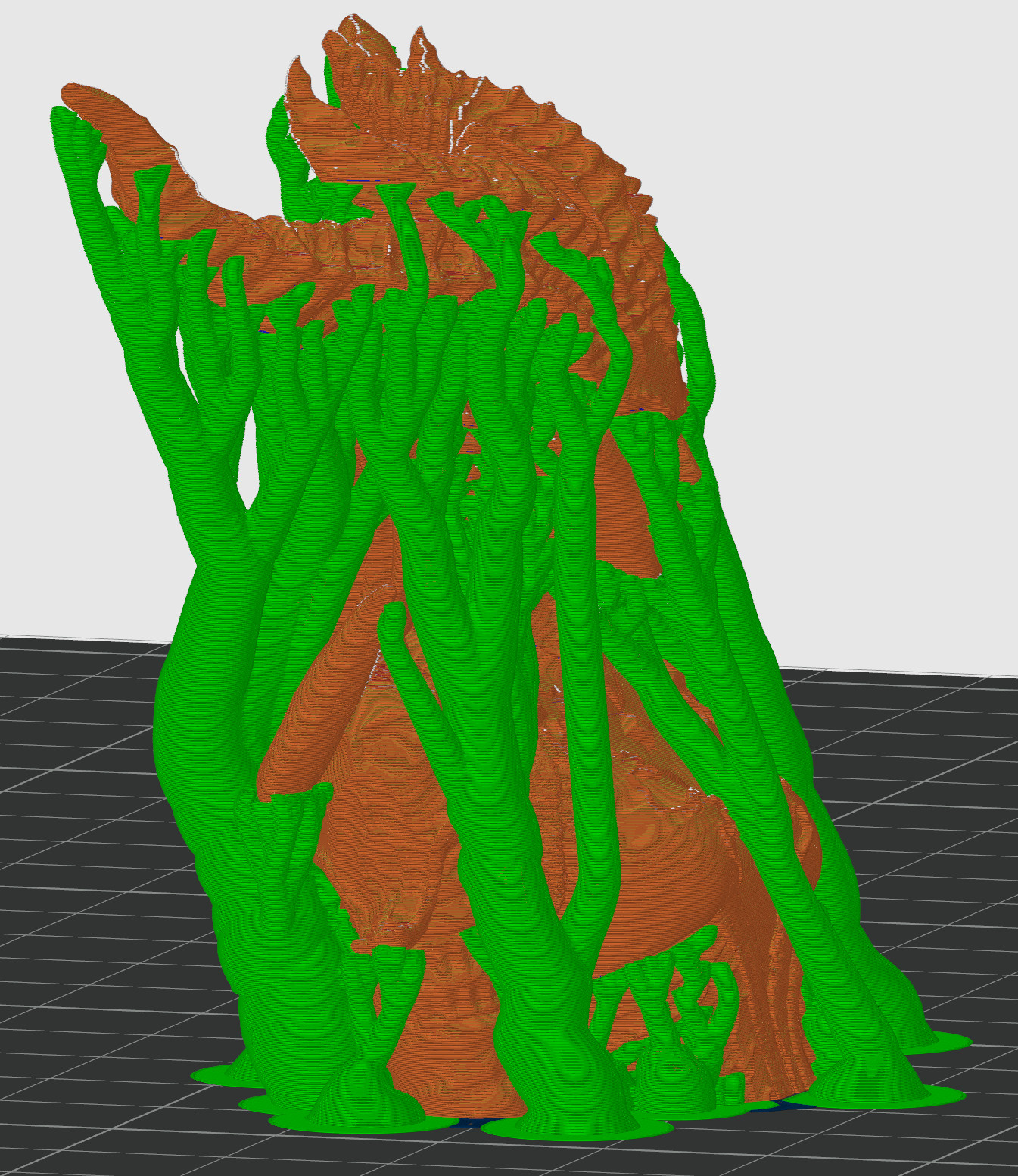
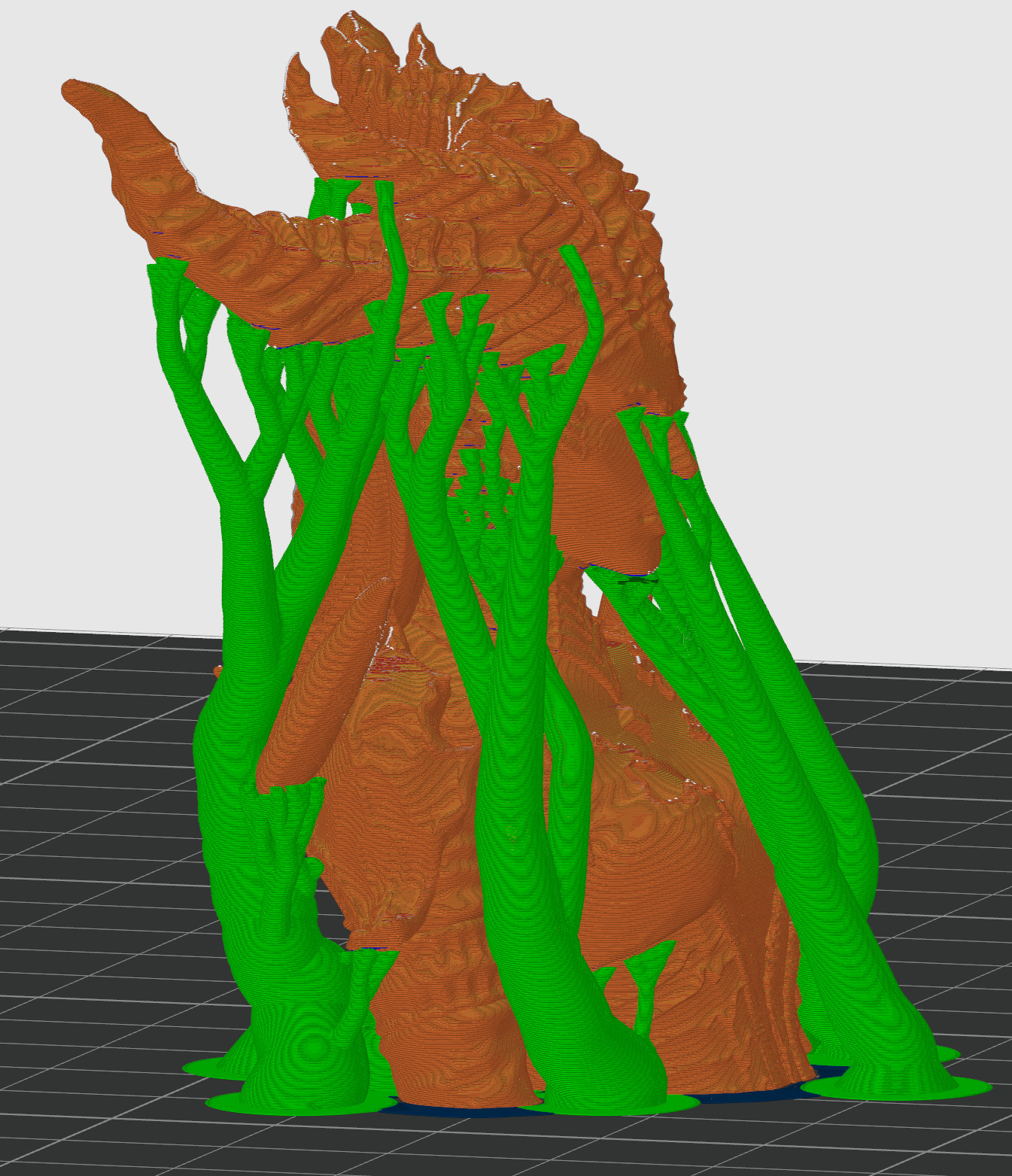
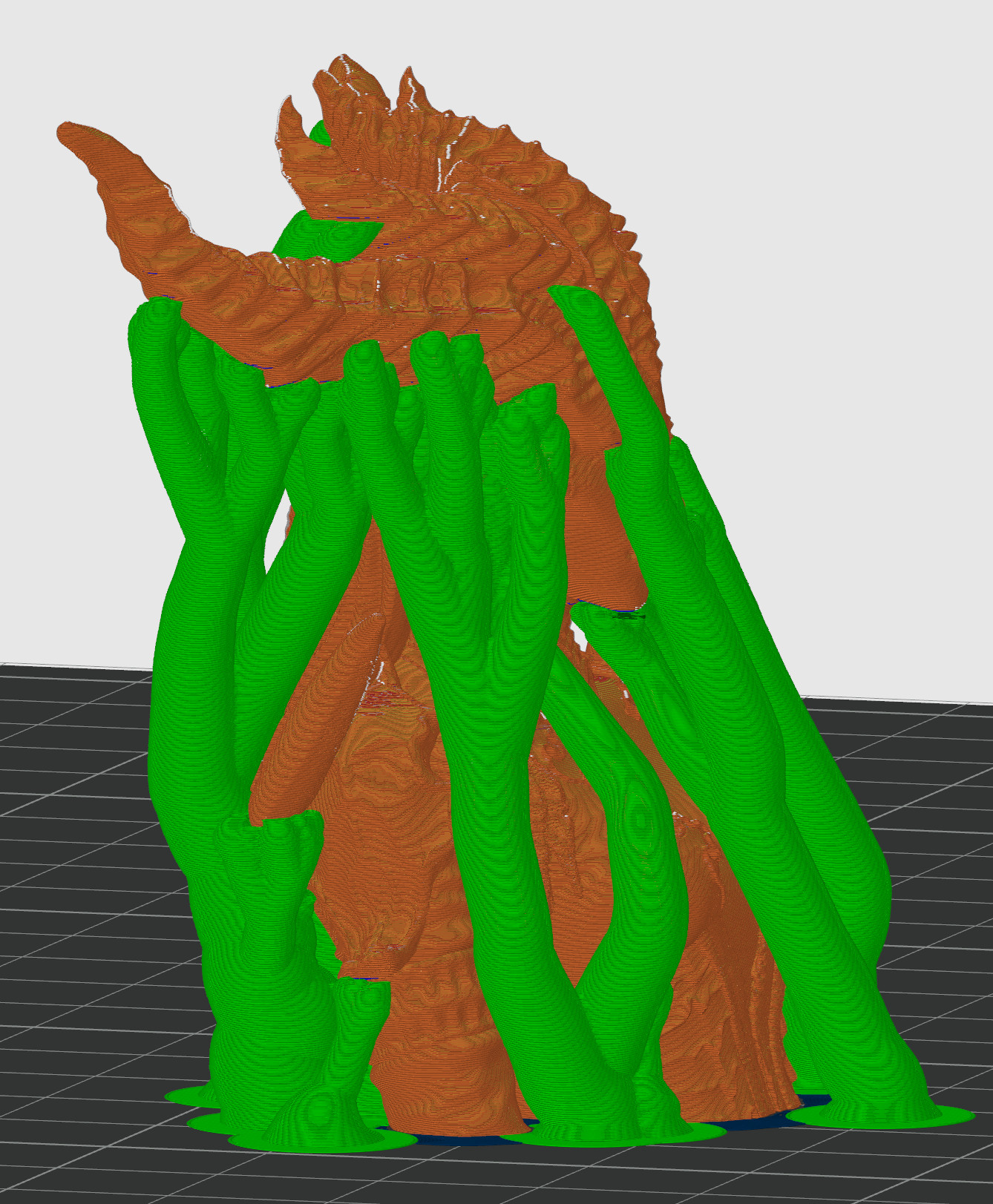
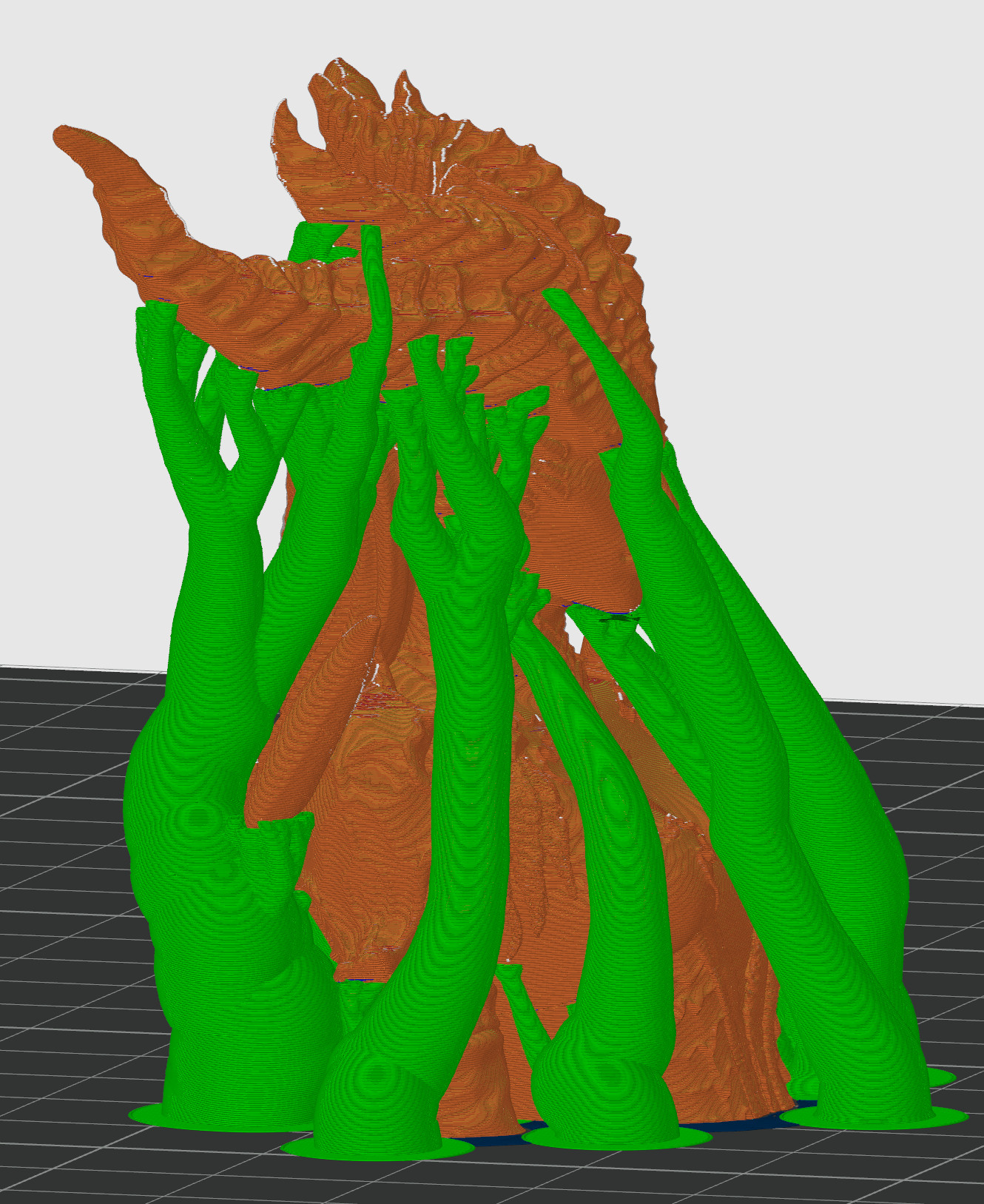
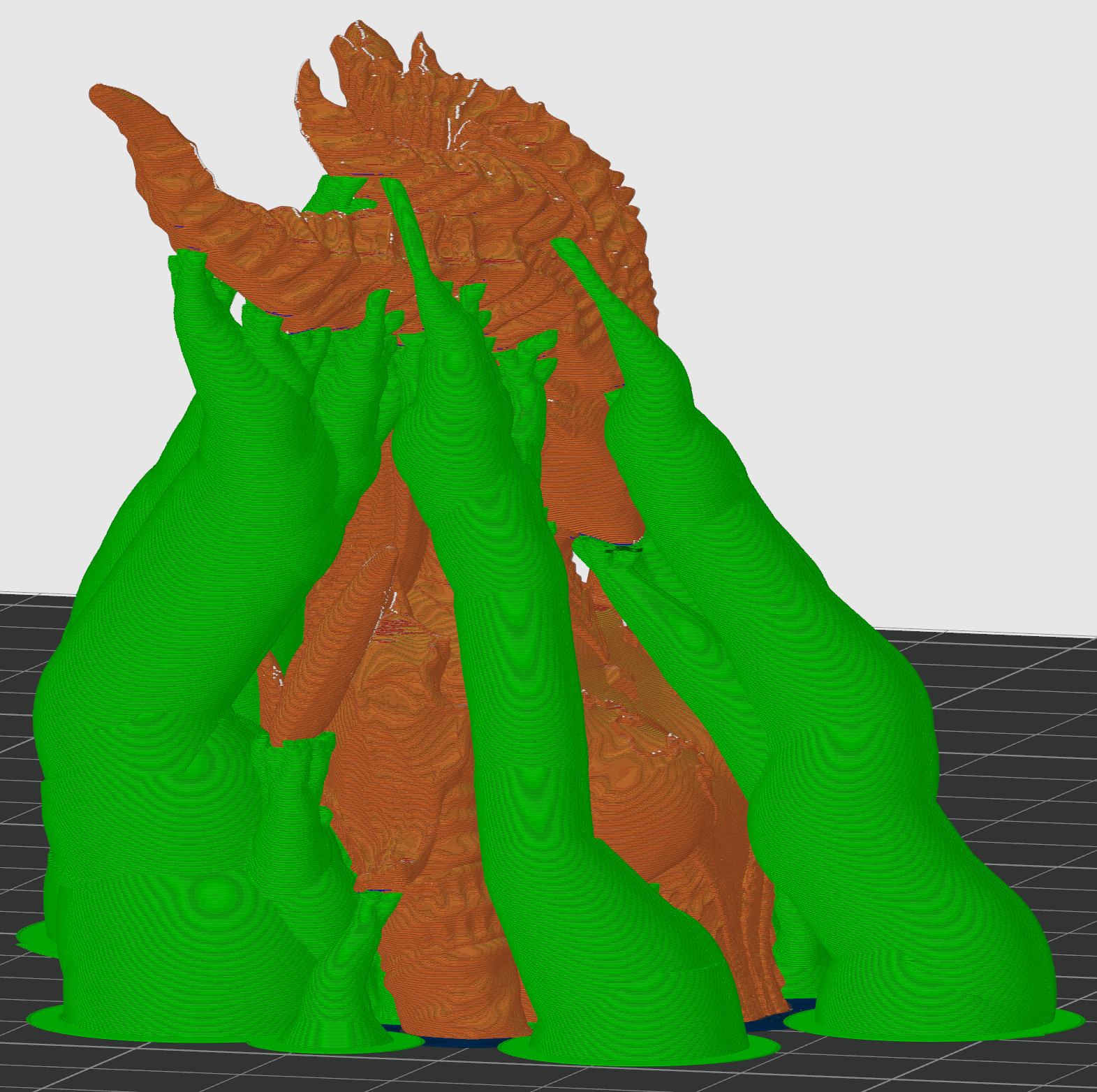
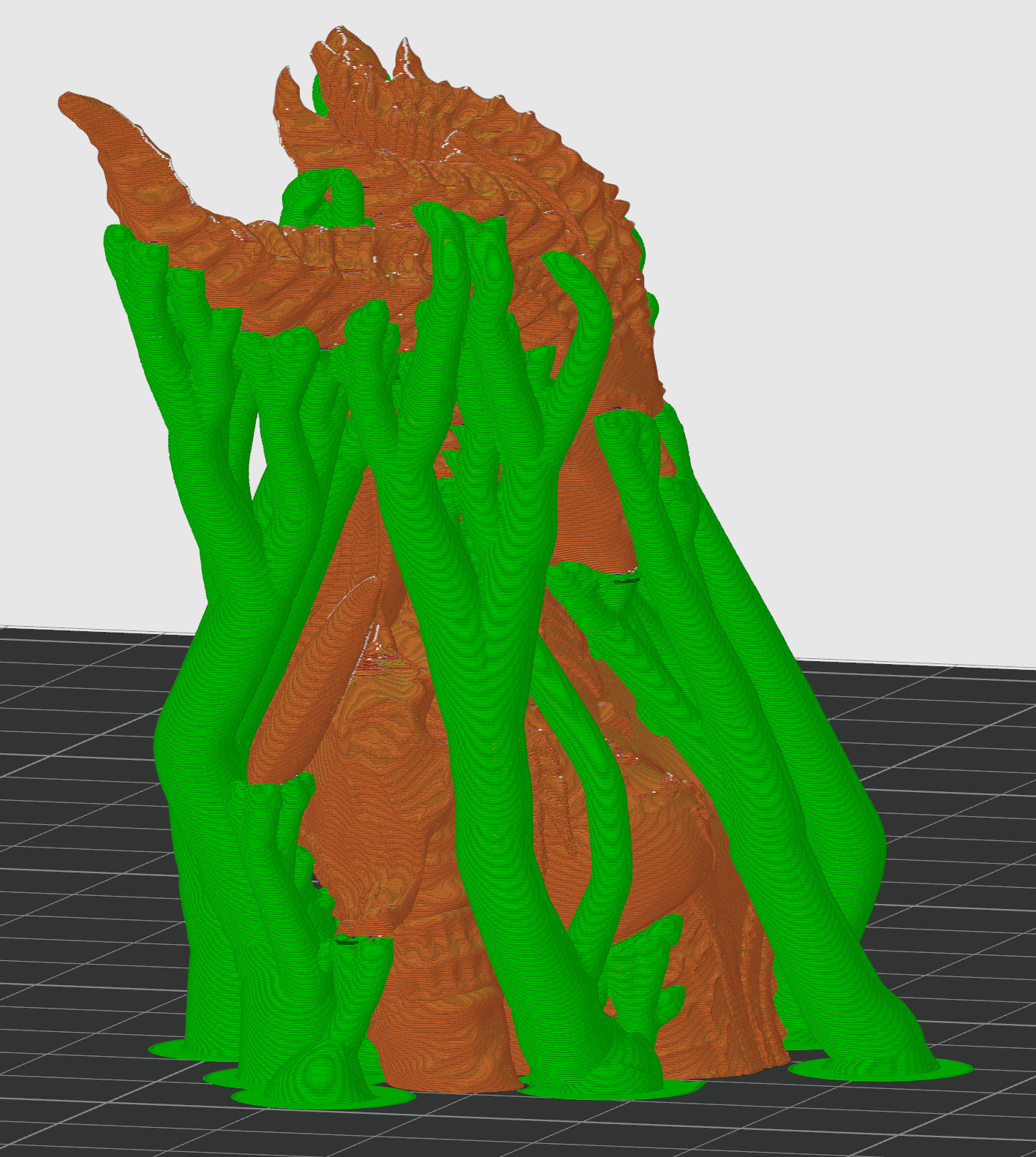
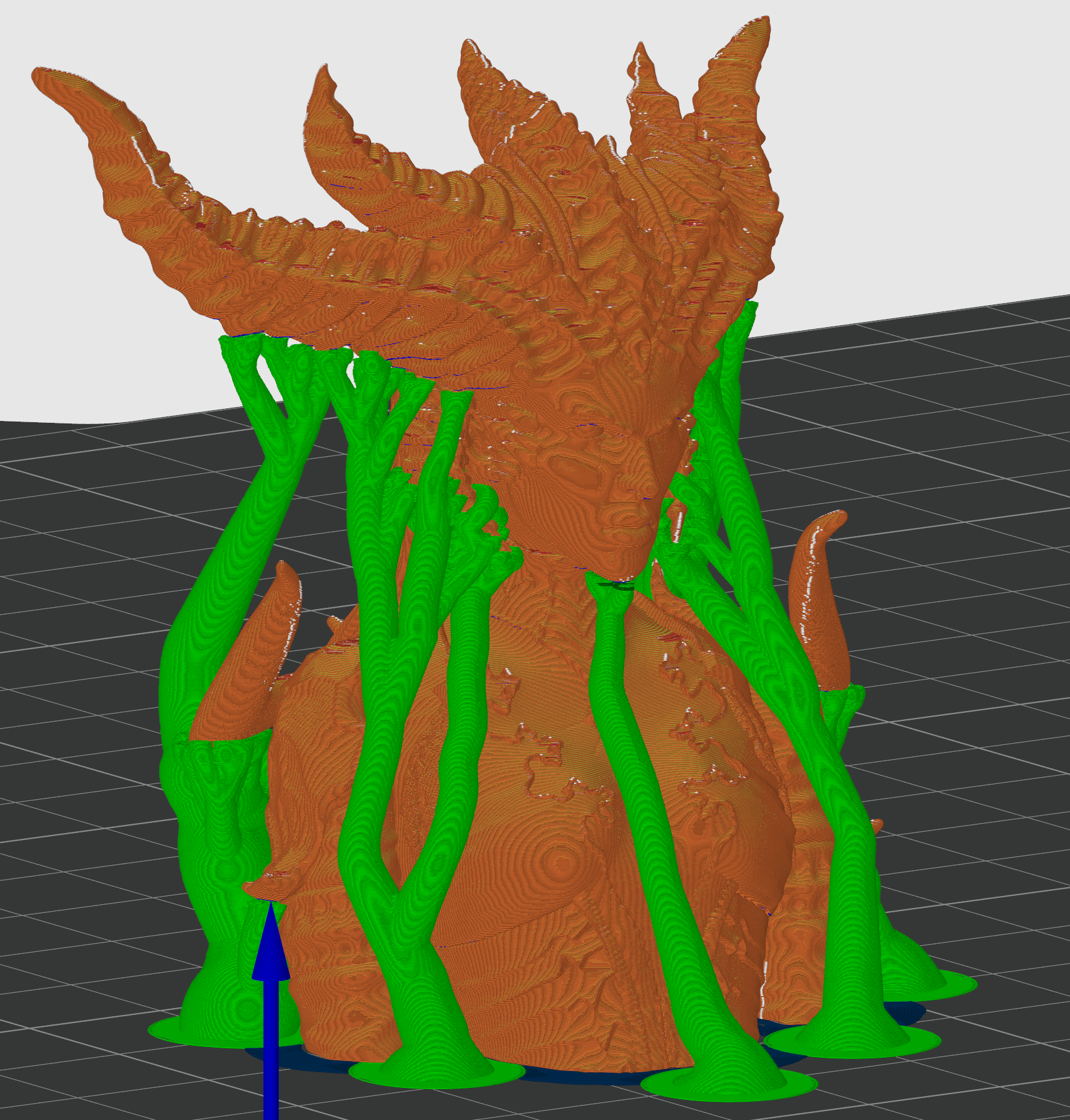
De gauche à droite, le réglage de support arborescent par défaut, le réglage du profil ci-dessus (V01) et enfin le résultat de l’impression. L’impression a réussit au bout de la cinquième tentative avec des valeurs de Branch diameter et Branch diameter angle très légèrement plus faibles. Les réglages du profils ci-dessus ajoutent une petite marge de sécurité. Le support posant le plus de problème est celui qui soutient le menton : Il est haut, sans appui intermédiaire, fin, isolé et penché.



Balrog : Supports courts et denses
Lilith : Supports hauts et isolés avec interface
Space marine : Supports courts et denses avec interface
Informations et sources
Shopping : SUNLU PLA Meta
Shopping : petite pince coupante
Bambu Lab Wiki Support settings
Bambu A1 Mini – The Best FDM Miniature Printer!
Comment créer des FIGURINES avec une IMPRIMANTE 3D FDM ?!
How to FDM Print Miniatures (DnD & Warhammer 40K) Bambu A1 Mini Guide
The BEST Supports for FDM MINIS – Process & Settings!
GUIDE : Comment produire des supports faciles à retirer à chaque fois …
xxx