En impression 3D FDM, il existe une multitude de motifs de remplissage. Le choix et le paramétrage de ce motif est important car il impacte la solidité, la rapidité d’impression, la consommation de filament, la qualité de l’impression… Mieux vaut choisir le bon, d’autant plus que la choix par défaut n’est souvent pas très judicieux.
Revue des profils de remplissage sous Bambu Studio
Sauf mention contraire, le taux de remplissage nominal des différents motifs de remplissage est de 15%. Il peut être légèrement revu à la baisse dans des cas de figure où le support n’est pas très important, ou à la hausse pour augmenter la résistance structurelle de la pièce.
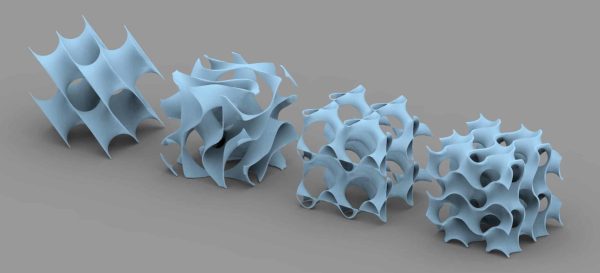
Gyroid

Constitué d’un motif tridimensionnel ondulé, il confère aux objets une solidité importante et homogène dans toutes les directions.
Il permet le remplissage (ex : résine) car il ne forme pas de caissons étanches.
Il peut être utilisé avec des matériaux flexibles.
C’est l’un des meilleurs motifs de remplissage et le meilleur compromis entre vitesse d’impression, consommation de filament et résistance mécanique.
Taux de remplissage nominal : 12%.
✅ Propriétés mécaniques très intéressantes et homogènes. Consomme peu de filament.
❌ Plus lent à trancher, tendance à secouer l’imprimante à l’impression.
CrossHatch
Ce remplissage est très récent sur Bambu Studio. Il est bien plus rapide et secoue moins l’imprimante que Gyroid. Il est moins bruyant que le remplissage Grid car il évite les croisements sur la même couche.
Taux de remplissage nominal : 12%.
✅ Bon compromis entre rapidité, silence d’impression et solidité.
❌ Solidité moins homogène que Gyroid.
Lightning
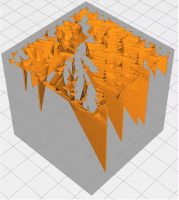
Lightning est un remplissage optimisé pour la rapidité et l’économie de matériau.
Il réalise un remplissage irrégulier et arborescent ressemblent à des branches d’éclair qui partent de la base et se propagent de façon adaptative vers le haut. Le remplissage est quasiment inexistant au départ et se densifie là où c’est nécessaire pour supporter les murs supérieurs.
Taux de remplissage nominal : 18%.
✅ Extrêmement rapide et économe à imprimer. Bon support des couches supérieures.
❌ N’apporte pas vraiment de résistance structurelle.
Cubic
Ce motif tridimensionnel forme des cubes orientés avec un coin dirigé vers le bas. Il crée ainsi de nombreuses poches d’air qui peuvent servir d’isolation thermique, ou permettre à un objet même endommagé de flotter.
✅ Bonne solidité dans toutes les directions comparable au motif Gyroid.
❌ Plus long à trancher et imprimer que des motifs plus simples (Grid, Rectilinear).
Adaptive Cubic
Le remplissage tridimensionnel Adaptive Cubic fonctionne selon le même principe que le Cubic, mais avec une densité variable :
plus dense en haut, en bas et sur tous les côtés, mais densité plus faible près du centre du volume.
Cela permet d’optimiser le temps d’impression et la consommation de filament tout en maintenant un excellent support pour les couches supérieures.
C’est le remplissage idéal pour les grandes impressions volumineuses.
✅ Bon rapport solidité poids. Bon support des couches supérieures.
❌ Plus long à trancher dans le slicer.
Support Cubic
C’est un remplissage Adaptive Cubic optimisé pour servir de support aux couches supérieures. En effet, la densification du remplissage ne se fait qu’en partie haute.
✅ Excellent support avec un minimum de matière.
❌ Pas adapté pour le remplissage de pièces mécaniques.
Grid

C’est le remplissage le plus simple et généralement le remplissage proposé par défaut.
Il produit un motif en grille avec des lignes croisées à 90°.
La tête traversant la ligne perpendiculaire sur la même couche, du matériau s’accumule aux points de croisement.
Cela peut générer du bruit lors de l’impression, user prématurément la buse, voir la boucher provoquant un échec d’impression.
✅ Rapide à trancher et à imprimer. Bonne résistance verticale.
❌ Moins solide aux efforts latéraux. Croisement des lignes dans la même couche.
Rectilinear
Le remplissage rectiligne crée une grille rectiligne en imprimant une couche dans une direction, la couche suivante tournée de 90°. De cette façon, il économise du filament et n’accumule pas de matière aux croisements (contrairement à Grid). C’est l’un des remplissages les plus rapides à imprimer. C’est le seul remplissage recommandé pour un taux de remplissage de 100%.
✅ Très rapide à trancher et à imprimer. Bonne résistance verticale.
❌ Moins solide aux efforts latéraux.
Line
Similaire à Rectilinear, ce remplissages ne comportent aucun chemin de croisement sur une couche. Contrairement à Rectilinear les lignes sont imprimées à un angle aigu.
✅ Très rapide à trancher et à imprimer. Bonne résistance verticale.
❌ Moins solide aux efforts latéraux.
Aligned Rectilinear
Ce remplissage est formé par des lignes parallèles tracées à l’intérieur du modèle.
Cela peut poser un problème pour supporter la couche supérieure si elle est imprimée dans le même sens que le remplissage.
✅ Rapide à imprimer.
❌ Pas de résistances aux efforts latéraux perpendiculaires aux lignes de remplissage.
Triangles
Ce remplissage correspond au remplissage Grid avec un motif en forme de triangles plutôt que de carrés.
Il possède les mêmes avantages et inconvénients que Grid avec une résistance un peu plus importante et un peu plus homogène.
✅ Rapide à trancher et à imprimer. Bonne résistance.
❌ Croisement des lignes dans la même couche.
Tri-Hexagon
Le motif est une combinaison de triangles et d’hexagones qui permettent une répartition des efforts plus uniforme que le motif Triangles. Sinon, ce remplissage possède les mêmes avantages et inconvénients que Triangles.
En terme de solidité, il est vraiment très proche du remplissage Honeycomb.
✅ Excellente résistance mécanique.
❌ Croisement des lignes dans la même couche.
Honeycomb
Ce remplissage imprime une structure en nid d’abeille (hexagones). Son principal avantage est la résistance mécanique et des trajets optimaux sans croisements.
✅ Bon rapport solidité verticale / poids.
❌ Plus lent à imprimer, consommation de filament, résistance latérale faible.
3D Honeycomb
Variante tridimensionnelle de Honeycomb, optimisée pour une résistance plus homogène.
✅ Bonne résistance multidirectionnelle.
❌ Long à imprimer et à calculer.
Concentric
Ce remplissage trace des périmètre de plus en plus petits et concentriques. Intéressant pour des pièces transparentes ou souples.précédents.
✅ Idéal pour les pièces souples (TPU) ou transparentes.
❌ Mauvaise résistance mécanique.
Hilbert Curve
Ce remplissage est basé sur une courbe de Hilbert (sorte de labyrinthe rectangulaire).
Il a un intérêt esthétique, un intérêt pour des pièces flexibles ou encore pour un remplissage avec de la résine.
✅ Belle esthétique, intéressant pour des pièces flexibles.
❌ Peu solide.
Archimedean Chords
Motif basé sur des arcs de cercle concentriques en forme de spirale. Il permet un remplissage facile avec du liquide.
Il est également intéressant pour imprimer des formes flexibles.
✅ Bonne flexibilité, bel aspect visuel.
❌ Résistance mécanique faible.
Octagram Spiral
C’est le même principe que le remplissage Archimedean Chords mais avec une spirale en forme d’étoile. Il possède plus ou moins les même propriétés que Archimedean Chords mais avec une esthétique plus intéressante.
✅ Motif essentiellement artistique, peut convenir à des pièces souples.
❌ Faible résistance mécanique.
Synthèse
Quel motif de remplissage choisir ?
Gyroid : Le plus polyvalent. Convient bien dans la plupart des cas, et notamment pour des pièces fonctionnelles avec une résistance structurelle importante et homogène. Gyroid possède en outre un excellent rapport entre la résistance et la consommation de filament.
CrossHatch : Probablement le meilleur compromis rapidité, silence d’impression et solidité.
Lightning : Pour des pièces nécessitant peu de résistance structurelle mais un bon support. Ce remplissage est extrêmement économe en filament.
Quel taux de remplissage ?
Objet décoratif sans contrainte mécanique : 10 à 15%.
Pièce fonctionnelle avec faible contrainte : 15% à 30%.
Pièce fonctionnelle fortement sollicitée : 30% à 60%. Au delà de 50%, la résistance de la pièce augmente beaucoup moins vite que le taux de remplissage. La résistance augmente de 25% en passant le taux de remplissage de 25% à 50%, mais seulement de 10% en passant le taux de remplissage de 50% à 75%. L’augmentation de la résistance d’une pièce est quasiment nulle au delà de 80%.
Attention, pour augmenter la résistance d’une pièce, il vaut généralement mieux augmenter le nombre de murs que le taux de remplissage. À quantité de matière équivalente, renforcer les murs est plus efficace que d’augmenter le taux de remplissage. L’idéal étant d’augmenter les deux bien entendu. De manière générale, mieux vaut éviter de dépasser 6 murs et 60% de taux de remplissage